Toyota 4Runner: Reassembly
REASSEMBLY
PROCEDURE
1. ASSEMBLE DIFFERENTIAL CASE
.png)
(a) Install the rear differential side gear thrust washer to the rear differential side gear.
(b) Install the rear differential pinion thrust washer and rear differential pinion to the rear differential spider.
(c) Fix the differential case RH in place.
|
(d) Install the rear differential side gear and rear differential spider to the differential case RH. |
|
.png)
|
(e) Using a dial indicator, measure the differential case RH side backlash while pushing the pinion toward the case. Standard backlash: 0.05 to 0.20 mm (0.00197 to 0.00787 in.) |
|
.png)
(f) Remove the rear differential spider from the differential case RH.
|
(g) Install the rear differential side gear and rear differential spider to the differential case LH. |
|
.png)
(h) Using a dial indicator, measure the differential case LH side backlash while pushing the pinion toward the case.
Standard backlash:
0.05 to 0.20 mm (0.00197 to 0.00787 in.)
If the backlash is not within the specification, install 2 side gear thrust washers of a different thickness.
Standard Thrust Washer:
|
Specified Condition |
Specified Condition |
|---|---|
|
0.87 to 0.93 mm (0.0343 to 0.0366 in.) |
1.17 to 1.23 mm (0.0461 to 0.0484 in.) |
|
0.97 to 1.03 mm (0.0382 to 0.0406 in.) |
1.27 to 1.33 mm (0.0500 to 0.0524 in.) |
|
1.07 to 1.13 mm (0.0421 to 0.0445 in.) |
- |
|
(i) Align the matchmarks and assemble the differential case from the RH and LH cases. Text in Illustration
|
|
.png)
(j) Using a plastic-faced hammer, install the differential case.
(k) Install the 8 bolts.
Torque:
47 N·m {480 kgf·cm, 35 ft·lbf}
2. INSTALL DIFFERENTIAL RING GEAR
(a) Clean the contact surfaces of the differential case and ring gear.
(b) Heat the ring gear in water that is approximately 100°C (212°F).
(c) Carefully remove the ring gear from the boiling water.
(d) After the moisture on the ring gear has completely evaporated, quickly install the ring gear to the differential case.
|
(e) Align the matchmark on the ring gear with that of the differential case. Text in Illustration
|
|
.png)
(f) After the ring gear cools down sufficiently, apply adhesive to the 12 bolts and install them.
Adhesive:
Toyota Genuine Adhesive 1360K, Three Bond 1360K or equivalent
Torque:
97 N*m (985 kgf*cm, 72 ft.*lbf)
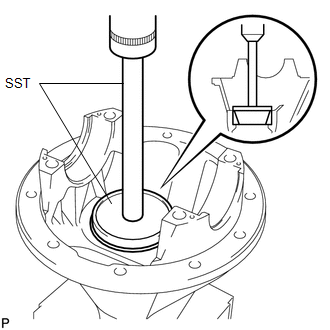
3. INSTALL REAR DIFFERENTIAL CASE BEARING
.png)
(a) Using SST and a press, press the bearing onto the differential case.
SST: 09308-14010
SST: 09950-60010
09951-00490
4. INSPECT DIFFERENTIAL RING GEAR RUNOUT
.png)
(a) Install the differential case to the carrier and install the 2 adjusting nuts so that there is no play in the bearing.
(b) Install the 2 bearing caps with the 4 bolts.
Torque:
103 N*m (1049 kgf*cm, 76 ft.*lbf)
(c) Using a dial indicator, measure the runout of the ring gear.
Maximum runout:
0.07 mm (0.00276 in.)
(d) Remove the 2 bearing caps, 2 adjusting nuts and differential case.
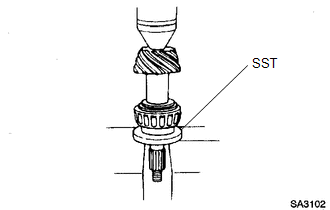
5. INSTALL REAR DRIVE PINION FRONT BEARING
.png)
(a) Using SST and a press, press in the roller bearing (outer) to the carrier.
SST: 09308-14010
SST: 09309-14040
6. INSTALL REAR DRIVE PINION REAR BEARING
|
(a) Install the plate washer to the carrier. HINT: First, install a washer with the same thickness as the removed washer, and then check the tooth contact pattern. Replace the washer with one of a different thickness if necessary. |
|
(b) Using SST and a press, press the roller bearing (outer) into the carrier.
SST: 09950-70010
09951-07200
SST: 09255-10012
7. INSTALL REAR DRIVE PINION REAR BEARING
(a) Using SST and a press, press the roller bearing (inner) onto the drive pinion.
SST: 09309-14040
8. ADJUST DIFFERENTIAL DRIVE PINION PRELOAD
.png)
(a) Install the drive pinion, rear drive pinion tapered roller bearing and rear differential drive pinion oil slinger.
HINT:
Install the spacer and oil seal after adjusting the gear contact pattern.
|
(b) Using SST, install the companion flange. SST: 09950-30012 09951-03010 09953-03010 09954-03010 09955-03030 09956-03040 NOTICE: Before using SST (center bolt), apply hypoid gear oil LSD to its threads and tip. |
|
.png)
|
(c) Using a 30 mm socket wrench, adjust the drive pinion preload by tightening the companion flange nut. |
|
.png)
(d) Using SST to hold the companion flange in place, tighten the nut.
SST: 09330-00021
Torque:
457 N*m (4660 kgf*cm, 337 ft.*lbf) or less
NOTICE:
- As there is no spacer, tighten the nut a little at a time. Be careful not to overtighten the nut.
- Apply hypoid gear oil to the nut.
|
(e) Using a torque wrench, measure the preload. Standard Preload (at Starting):
NOTICE: For a more accurate measurement, rotate the bearing forward and backward several times before measuring. |
|
9. INSTALL DIFFERENTIAL CASE ASSEMBLY
.png)
(a) Place the 2 bearing outer races on their respective bearings.
HINT:
Do not interchange the right and left races.
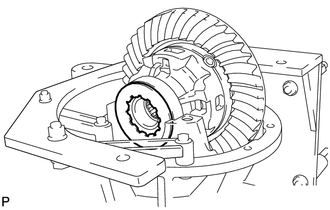
10. ADJUST RING GEAR BACKLASH
|
(a) Install the plate washer on the side without the ring gear teeth. NOTICE: Make sure that the ring gear has backlash. |
|
|
(b) Using a dial indicator, while holding the companion flange, measure the ring gear backlash. Standard backlash (reference): 0.10 to 0.20 mm (0.00394 to 0.00787 in.) |
|
|
(c) Select a plate washer for the side without the ring gear teeth using the backlash as a reference. |
|
|
(d) Select a plate washer for the side with the ring gear teeth so that there is no clearance between the outer race and case. |
|
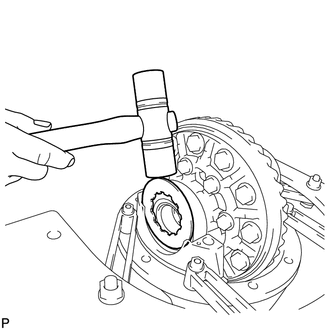
(e) Using a plastic-faced hammer, install the plate washer for the side with the ring gear teeth.
|
(f) Using a dial indicator, while holding the companion flange, measure the ring gear backlash. Standard backlash: 0.10 to 0.20 mm (0.00394 to 0.00787 in.) If the backlash is not within the specification, adjust it by either increasing or decreasing the thickness of the washers on both sides by an equal amount. HINT:
|
|
11. ADJUST SIDE BEARING PRELOAD
(a) Remove the ring gear teeth side plate washer and, using a micrometer, measure the thickness.
(b) Using the backlash as a reference, select a new washer that is 0.05 to 0.20 mm (0.00197 to 0.00787 in.) thicker than the removed washer and, using a plastic-faced hammer, tap it in so that it fits against the bearing.
HINT:
Select a washer which can be pressed in 2/3 of the full amount with your finger.
|
(c) Recheck the ring gear backlash. Standard backlash: 0.10 to 0.20 mm (0.00394 to 0.00787 in.) If the backlash is not within the specification, adjust it by either increasing or decreasing the thickness of the washers on both sides by an equal amount. HINT: An approximately 0.02 mm (0.000787 in.) change in each plate washer results in a 0.03 mm (0.00118 in.) change in the backlash. Standard Washer:
|
|
12. INSTALL BEARING CAP
|
(a) Align the matchmarks on the cap and carrier. Text in Illustration
|
|
(b) Install the 2 bearing caps with the 4 bolts.
Torque:
103 N*m (1049 kgf*cm, 76 ft.*lbf)
HINT:
After rotating the ring gear 5 times or more, recheck the backlash.
13. INSPECT DIFFERENTIAL RING GEAR RUNOUT
|
(a) Using a dial indicator, measure the runout of the ring gear. Maximum runout: 0.07 mm (0.00276 in.) If the runout is more than the maximum, replace the ring gear. |
|
14. INSPECT TOTAL PRELOAD
.png)
(a) Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact.
Standard Preload (at Starting):
|
Item |
Specified Condition |
|---|---|
|
New bearing |
0.88 to 2.43 N*m (9 to 24 kgf*cm, 8 to 21 in.*lbf) |
|
Used bearing |
0.93 to 2.23 N*m (10 to 22 kgf*cm, 9 to 19 in.*lbf) |
If necessary, disassemble and inspect the differential.
15. INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVE PINION
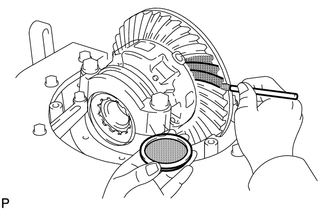
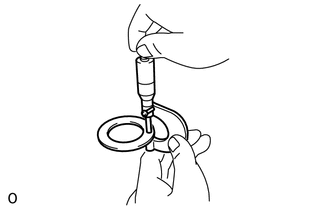
(a) Coat 3 or 4 teeth at 3 different positions on the ring gear with Prussian blue.
(b) Hold the companion flange firmly in place and rotate the ring gear in both directions.
(c) Inspect the tooth contact pattern.
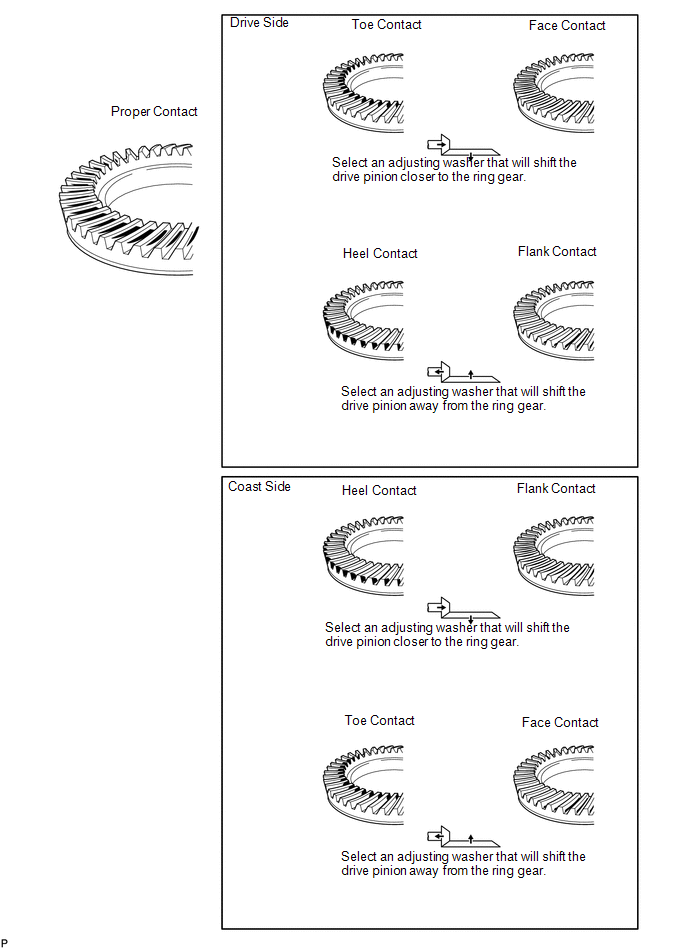
- If the teeth are not engaged properly, use the following chart to select
a proper washer.
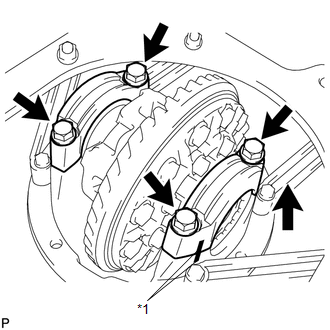
.png) Text in
Text in
Illustration*1
Plate Washer
*2
Rear Drive Pinion Rear Tapered Roller Bearing (Outer)
|
Mark |
Specified Condition |
Mark |
Specified Condition |
|---|---|---|---|
|
29 |
1.84 to 1.86 mm (0.0724 to 0.0732 in.) |
53 |
2.08 to 2.10 mm (0.0819 to 0.0827 in.) |
|
31 |
1.86 to 1.88 mm (0.0732 to 0.0740 in.) |
55 |
2.10 to 2.12 mm (0.0827 to 0.0835 in.) |
|
33 |
1.88 to 1.90 mm (0.0740 to 0.0748 in.) |
57 |
2.12 to 2.14 mm (0.0835 to 0.0843 in.) |
|
35 |
1.90 to 1.92 mm (0.0748 to 0.0756 in.) |
59 |
2.14 to 2.16 mm (0.0843 to 0.0850 in.) |
|
37 |
1.92 to 1.94 mm (0.0756 to 0.0764 in.) |
61 |
2.16 to 2.18 mm (0.0850 to 0.0858 in.) |
|
39 |
1.94 to 1.96 mm (0.0764 to 0.0772 in.) |
63 |
2.18 to 2.20 mm (0.0858 to 0.0866 in.) |
|
41 |
1.96 to 1.98 mm (0.0772 to 0.0780 in.) |
65 |
2.20 to 2.22 mm (0.0866 to 0.0874 in.) |
|
43 |
1.98 to 2.00 mm (0.0780 to 0.0787 in.) |
67 |
2.22 to 2.24 mm (0.0874 to 0.0882 in.) |
|
45 |
2.00 to 2.02 mm (0.0787 to 0.0795 in.) |
69 |
2.24 to 2.26 mm (0.0882 to 0.0890 in.) |
|
47 |
2.02 to 2.04 mm (0.0795 to 0.0803 in.) |
71 |
2.26 to 2.28 mm (0.0890 to 0.0898 in.) |
|
49 |
2.04 to 2.06 mm (0.0803 to 0.0811 in.) |
73 |
2.28 to 2.30 mm (0.0898 to 0.0906 in.) |
|
51 |
2.06 to 2.08 mm (0.0811 to 0.0819 in.) |
75 |
2.30 to 2.32 mm (0.0906 to 0.0913 in.) |
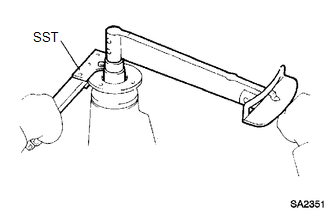
16. REMOVE REAR DRIVE PINION NUT
.png)
(a) Using SST to hold the companion flange in place, remove the nut.
SST: 09330-00021
17. REMOVE REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY
.gif)
18. REMOVE REAR DIFFERENTIAL DRIVE PINION OIL SLINGER
19. REMOVE REAR DRIVE PINION FRONT BEARING (OUTER)
20. REMOVE REAR DRIVE PINION FRONT BEARING (INNER)
21. INSTALL REAR DIFFERENTIAL DRIVE PINION BEARING SPACER
.png)
(a) Install a new bearing spacer to the drive pinion.
22. INSTALL DIFFERENTIAL OIL STORAGE RING
|
(a) Using SST, tap in a new oil storage ring. |
|
.png)
23. INSTALL REAR DRIVE PINION FRONT BEARING (OUTER)
24. INSTALL REAR DRIVE PINION FRONT BEARING (INNER)
25. INSTALL REAR DIFFERENTIAL DRIVE PINION OIL SLINGER
26. INSTALL REAR DIFFERENTIAL CARRIER OIL SEAL
(a) Apply MP grease to a new oil seal.
|
(b) Using SST and a hammer, tap in the oil seal. SST: 09554-30011 Standard oil seal depth: -0.3 to 0.3 mm (-0.0118 to 0.0118 in.) Text in Illustration
|
|
.png)
27. INSTALL REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY
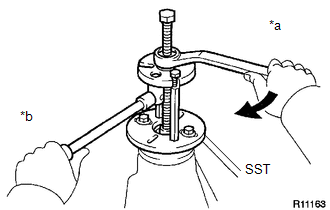
(a) Using SST, install the companion flange to the drive pinion.
SST: 09950-30012
09951-03010
09953-03010
09954-03010
09955-03030
09956-03040
Text in Illustration|
*a |
Turn |
|
*b |
Hold |
NOTICE:
Before using SST (center bolt), apply hypoid gear oil to its threads and tip.
|
(b) Coat the threads of a new nut with hypoid gear oil. |
|
(c) Using SST to hold the flange, tighten the nut.
SST: 09330-00021
Torque:
457 N*m (4660 kgf*cm, 337 ft.*lbf) or less
28. INSPECT DRIVE PINION PRELOAD
.png)
(a) Using a torque wrench, measure the preload of the backlash between the drive pinion and ring gear.
Standard Preload (at Starting):
|
Item |
Specified Condition |
|---|---|
|
New bearing |
0.83 to 2.18 N*m (8.64 to 22.2 kgf*cm, 7.35 to 19.3 in.*lbf) |
|
Used bearing |
0.88 to 1.98 N*m (8.97 to 20.2 kgf*cm, 7.79 to 17.5 in.*lbf) |
- If the preload is more than the maximum, replace the bearing spacer.
- If the preload is less than the minimum, retighten the nut with 13 N*m (130 kgf*cm, 9 ft.*lbf) of torque at a time until the specified preload is reached.
Torque:
457 N*m (4660 kgf*cm, 337 ft.*lbf) or less
- If the maximum torque is exceeded while retightening the nut, replace the bearing spacer and repeat the preload adjusting procedure.
HINT:
Do not loosen the pinion nut to reduce the preload.
29. INSPECT TOTAL PRELOAD
|
(a) Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact. Standard total preload (at starting):
If necessary, disassemble and inspect the differential. |
|
30. INSPECT DIFFERENTIAL RING GEAR BACKLASH
.png)
(a) Using a dial indicator, check the backlash of the ring gear.
Standard backlash:
0.10 to 0.20 mm (0.00394 to 0.00787 in.)
- If the backlash is not as specified, adjust the side bearing preload
or perform repairs as necessary.
HINT:
Perform the measurement at 3 or more positions around the circumference of the ring gear.
31. INSPECT RUNOUT OF REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY
.png)
(a) Using a dial indicator, measure the runout of the drive pinion companion flange vertically and laterally.
Distance from center to runout measurement point:
30 mm (1.18 in.)
Maximum Runout:
|
Item |
Specified Condition |
|---|---|
|
Vertical runout |
0.10 mm (0.00394 in.) |
|
Lateral runout |
0.10 mm (0.00394 in.) |
|
*a |
Vertical Runout |
|
*b |
Lateral Runout |
- If the runout is more than the maximum, replace the companion flange.
32. STAKE DRIVE PINION NUT
.png)
(a) Using a chisel and hammer, stake the nut.
 Inspection
Inspection
INSPECTION
PROCEDURE
1. INSPECT DIFFERENTIAL PINION AND SIDE GEAR
(a) Check that there is no damage to the differential pinion or differential
side gear.
If the differential pinion and/or differ ...
 Installation
Installation
INSTALLATION
PROCEDURE
1. INSTALL REAR DIFFERENTIAL CARRIER ASSEMBLY
(a) Install a new gasket and the differential carrier assembly with the 10 nuts
and 10 washers.
Torque:
52 N·m {530 kgf·c ...
Other materials about Toyota 4Runner:
Washer Nozzle(for Rear Side)
Components
COMPONENTS
ILLUSTRATION
On-vehicle Inspection
ON-VEHICLE INSPECTION
CAUTION / NOTICE / HINT
HINT:
The washer fluid does not spray if the back door and back door glass are not
closed.
PROCEDURE
1. INSPECT REAR WASHER NOZZLE
(a) With ...
Disassembly
DISASSEMBLY
CAUTION / NOTICE / HINT
PROCEDURE
1. REMOVE OUTER MIRROR LH
(a) Put protective tape around the outer mirror LH.
(b) Using a moulding remover, detach the 2 claws of the outer mirror
LH as shown in the illustration.
Text in Ill ...

0.0068